项目实施背景
自建厂以来,杭州卷烟厂一直坚持建设成为具有先进价值理念,诚信守法,富有社会责任感,不断追求卓越的现代化企业,做大做强中式卷烟品牌。
为了提升工厂自动化水平,满足市场需求,保持良好的发展势头,杭州卷烟厂在“十一五”与“十二五”期间,坚持以人为本,大量引进新技术、新工艺、新设备、新材料,建起了一个柔性制造、精细加工、生产物流信息化的世界一流卷烟制造基地。
杭州卷烟厂卷包物流系统包括滤棒固化库(简称滤棒库)、辅料平衡库(简称辅料库)和成品周转库(简称成品库)三个高架库系统,通过应用现代信息技术对物流过程中产生的全部或部分信息进行采集、分类、传递、汇总、识别、跟踪、查询等,实现了货物的自动流动及货物生产流动过程的全程监控,并逐步向智能化方向转化,使员工在卷包生产物流中的机械性重复劳动大量减少。
项目实施方案
1、滤棒库
滤棒库能自动将成型机产出的滤棒装盘存放到高架库中存储固化,并自动将合格的滤棒送至卸盘、发射系统。滤棒库直接将滤棒成型机与滤棒发送机联接起来,实现了滤棒生产、储存、发送的全自动化,有效解决了滤棒固化时间长、存储占地面积大的问题。滤棒输送通过交换中心可以送到任何一台卷烟机,充分实现柔性化生产。
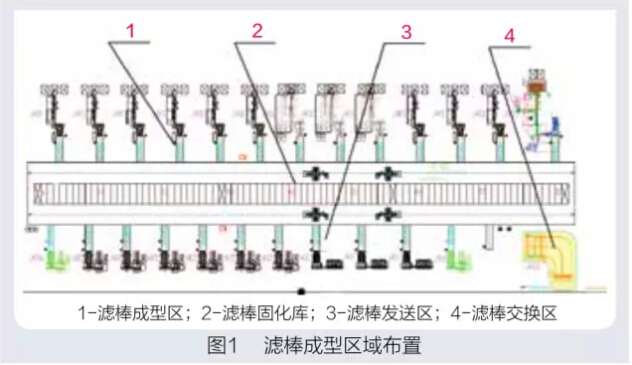
滤棒库按照年产180万大箱的生产规模设计,最小固化时间为4小时,满足8小时生产存量,共有640个有效货位,出入库流量为188.8组/小时,共配有4台堆垛机。为了增加库存量,项目实施小组在综合性能允许的情况下,对堆垛机的双深货叉进行了适度加长,可以满足滤棒库22盘/组、19盘/组和17盘/组共三种存放形式。
在滤棒库,采用高频RFID标签作为整格滤棒的物品标识,滤棒库把空塑格送至成型机相联的上层烟盘输送机,成型机完成滤棒装格后,将满盘送至滤棒库烟盘输送机的下层,由滤棒库的电控系统在RFID标签内写入生产时间、机台号、滤棒规格等信息,在滤棒满盘成组之后进入滤棒库存储。滤棒库发送端的烟盘输送机直接与发送机的卸盘机相联接,在每一塑格的滤棒翻入发送机喂料仓之前,读取RFID标签内的批次信息,以防止错牌和混牌。由于烟用滤棒在外观、品质、气味等方面均不易区别与标识,可以利用手持RFID读写设备,随机检验物品信息。
2、辅料库
辅料库能自动将卷包车间生产所需辅料存入高架库中,并能自动送料到生产机台,自动回收余料、空托盘与废料。辅料库按年产160万大箱生产规模设计,库内可以存储单一品种辅料及混装搭配辅料,共设有8554个货位,平均每天入库779个实托盘。经人工处理后的辅料托盘通过输送机与堆垛机放入高架库存储,通过堆垛机、输送机或穿梭车出库,经AGV(自动导引小车)送入所需生产机台使用。
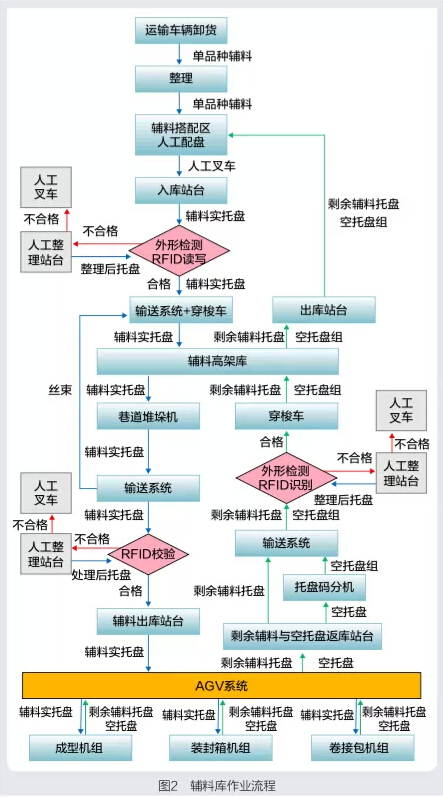
为了满足人工肉眼识别需求及大量数据存储要求,在辅料库,通过RFID标签与一维条码的关联应用来实现辅料的精细化管理。在托盘前短边安装RFID标签存放辅料搭配信息,包括辅料品种、规格、搭配时间、辅料大件号、辅料小件号,其它三边粘贴一维条码,一维条码作为托盘的序列号,并与RFID序列号进行关联。辅料库使用大容量RFID标签,可以把整托盘所有辅料的大件号(1~2个)和所有的小件号写入RFID内,搭配信息随实物一起流转。利用RFID技术,可以让辅料供应链前移,辅料供货商根据杭州卷烟厂搭配需求完成辅料的搭配。从供应商运送过来的辅料,运达现场之后去除外包装物,并进行简单的物料整理,就可以直接进入辅料库。在辅料库入库口,系统自动读取RFID标签内的辅料信息完成辅料入库。整个辅料库利用RFID对辅料进行管理,利用手持RFID设备完成辅料搭配的调整。
3、成品库
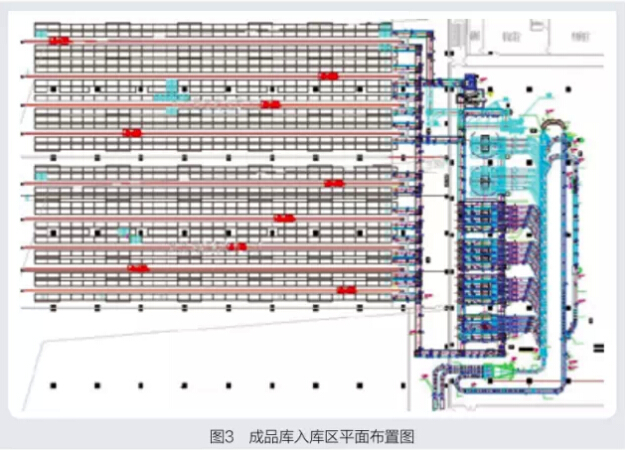
成品库能自动对成品件烟进行码垛、打带加固并送入高架库存储,完成成品件烟自动出库、空托盘信息自动清零及自动码分等功能。成品库按近期160万大箱规模设计,远期300万大箱预留接口,共有13268个货位,可同时存储7.96万大箱卷烟成品。
从封箱机出来的件烟经提升机与输送通道自动送至二层,通过高速合流机并经条码识别系统,将合格的件烟送入滑靴式分拣机进行分拣、机器人自动码垛、打带机自动打带加固后,送入高架库存储。
根据发货单信息,成品库上位系统从库区调出相应实托盘,经堆垛机、环形穿梭车自动输送至件烟发货通道,旋转90度后,经下滑通道将实托盘从输送机下降至地面发货站台。在每个发货通道的入口处都安装有RFID读写器和LED显示屏,叉车工根据LED显示屏上的信息,将托盘送至相应发货站台。
将满托盘成品件箱下滑至地面通道,解决了项目实施之前叉车工从输送机叉取托盘与将托盘装至货车必须换叉车的难题(由于受输送机与货车高度限制,从输送机叉取托盘需采用提升高度较高的叉车,而将整托盘输送至货车车厢内需采用叉取高度较低的叉车),简化了操作流程,提高了劳动效率。

在成品库,卷烟成品件烟以一号工程码来标识。一号工程码共32位,包含卷烟成品牌号规格、产地、生产日期和经营方式等信息。对于卷烟制品,采用质量追溯码,码制与一号工程码相似,共20位,包含卷烟牌号规格、产地、生产日期。卷烟成品托盘底部装有RFID标签,在成品码垛完成后,系统将采集到的30件烟一号工程码或质量追溯码的信息写入到RFID标签内。
成品库的有效运作离不开一号工程条码或质量追溯码和RFID标签的信息交互,具体操作流程如下:
(1)在每一台封箱机出口通道,利用条码扫描器采集物品条码信息,以确定件烟是从哪个封箱机口出来的。
(2)在成品入库主分拣通道口,利用条码扫描器,将采集到的条码信息与封箱机出口获得的条码信息进行比对,确定件烟的码垛通道。
(3)件烟进入码垛通道后,再次利用条码扫描器,读取物品的条形码(共30件烟),并上传高架库的上位系统。上位系统通过与一号工程系统对30件烟条码信息进行检验,检验合格后将信息写入RFID标签内,并把信息反馈给上位系统。
(4)在整托盘卷烟成品件烟进入成品库内存储前,先利用条码扫描器,抽取整托盘卷烟成品件烟的某一件,检验件烟排放条码队列信息,检测无误之后,进入打带环节,并入库存储。
(5)成品库利用RFID标签在库内对卷烟成品件烟进行管理,在出库装车之前,利用RFID读写设备,读取整托盘的30件烟条码信息,上传给一号工程系统完成出库。
项目实施小组在成品库方案设计时,很好地结合了一维条码和RFID标签的物品标识模式,完成了按通道码垛、件烟分拣、整托盘校验、系统自动抽检件烟、库内管理和出库的功能,既满足了生产工艺要求,又提高了卷烟成品出入库的效率。
链接:企业概况
杭州卷烟厂与共和国同龄,于2006年与浙江中烟工业公司、宁波卷烟厂联合重组,现为浙江中烟工业有限责任公司的下属单位,是一家集生产自动化和管理现代化于一体的卷烟生产企业。2011年10月,杭州卷烟厂整体搬迁至杭州西湖区转塘浮山地块,之江国家度假旅游区内,占地1024亩,总建筑面积约60万平方米。现有在职职工1264人,2013年年产量为108.57万箱,税利为2006837万元,主要产品有“利群”、“雄狮”两大系列。
项目亮点及优势
1、实施全过程、全方位物品管理,有力保障产品质量。
(1)滤棒库
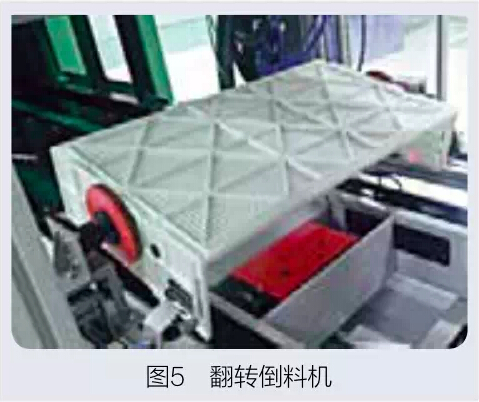
引入滤棒库后,存储滤棒的运输载体——塑格,装格、运输、存储、翻格等动作全部自动运行,中间没有人工介入,而在实际运行中满格滤棒在翻格后的空塑格内往往会残留一些滤棒。
为了解决该问题,项目实施小组通过不断设计与试验,开发出了一组新型的翻转倒料机,具体结构见图5。翻转倒料机安装在滤棒库发送机端烟盘输送机下层,对于每个完成卸盘的塑格进行90°倾倒,通过该动作可以将空塑格内残留的滤棒倾倒干净,避免混牌等质量事故的发生,有效保证产品质量。
(2)辅料库
在辅料库,通过RFID技术与一维条码的创新应用,不仅满足了批次管理功能需求,还满足了供应链管理的需求,大件号配盘方法的使用更为质量追溯提供了有力支撑。
大件号配盘就是通过对辅料供应商的延伸管理,要求其在生产过程中记录每个单件辅料批次信息(简称小件号),同时为每个辅料输送运输单元(简称来料托盘)设立一个大件号,由供应商负责建立大件号与小件号的对应关系,并将此信息写入RFID标签内。在辅料搭配时,只要识别大件号信息并将其与辅料托盘绑定,通过上位系统对辅料托盘运行信息的记录,就能追踪到每件辅料的运行情况。当辅料出现质量缺陷时,只要知道辅料大件号或小件号的信息,就能确定辅料的供应商、生产日期、批号,并能迅速追溯出辅料生产配送的全过程,同时锁定库内同批次的辅料托盘,并根据出库信息锁定已投产辅料成品。
(3)成品库
在成品库,项目实施小组开发了一套成品入库追溯系统和一套成品抽检追溯系统,从而实现全过程、全方位的成品追溯,具体操作流程如下:卷烟生产前,在通道上设置封箱机对应的码垛通道,封箱机出口处对件烟进行扫描记录,仓库管理系统记录件烟信息;在件烟分拣通道通过扫描条码获取封箱机号,根据封箱机号分配码垛通道,从而实现封箱机与码垛通道的一一对应。在成品库入库区设置抽检通道,在日常生产中,检验人员在电脑终端输入抽检规则,系统自动将要抽检的件烟送至抽检通道,待抽检取样完成后,通过回流通道进入分拣通道进行码垛,系统会记录抽检件烟本来应码垛的托盘信息及抽检完成实际码垛的托盘信息。系统还会记录异常剔除、人工封箱、换牌等特殊情况产生的件烟封箱机与码垛通道的对应关系,真正实现了封箱机与码垛通道的全关联,从而实现件烟在整个物流系统和成品库中的精确定位,实现对件烟信息的实时监控。

当发现产品有质量问题时,通过封箱机与码垛通道的关联关系并根据封箱机号进行质量追溯,可以大大缩小产品质量追溯范围,减少产品质量追溯量,有效保障产品质量。产品追溯分为信息追溯与实物追溯两步进行:
信息追溯:根据获得的信息对库内有质量问题的成品进行信息查询、实物定位,信息内容包括仓库管理信息本身追溯信息、生产过程信息及其他渠道反馈信息。
实物追溯:将信息追溯锁定的成品退库,人工进行实物验证。
通过信息与实物的追溯,最终将所有存在质量问题的成品卷烟退库,人工进行处理。对于信息追溯有问题而实物追溯无质量问题的成品卷烟,仍入库存放,并解除锁定状态,即能放行出库。
2、实施差异化库存管理,提高物流智能化程度。
(1) 滤棒库
由于生产组织等各方面原因,在滤棒库运行中会存在同一侧的两台堆垛机执行同一个任务的情况,使滤棒库的运行效率大大降低。为了解决该矛盾,滤棒库改变了传统以时间为标准先进先出的出入库策略,实施以位置优先方式的出入库策略。为了避免库内长期积压滤棒,在上位系统设置一个时间参数,一旦某组滤棒超过所设定参数,系统自动增加此组滤棒的出库优先级,及时出库。另外在滤棒生产过程中,有时候会存在产品达不到优质质检标准而必须降级处理的情形,杭州卷烟厂根据滤棒实际的生产情况,在滤棒库增加入库任务单、库存滤棒、出库任务三个差异号设置功能,实现了滤棒的差异化管理。
(2)辅料库
浙江中烟实施了“单件”批次管理,但在实际的辅料库应用中发现按辅料的产地、生产批次进行辅料配送是最科学、最合理的。杭州卷烟厂通过调整出库策略,对辅料产地批次和生产批次进行识别和应用,具体有自动与手动两种模式:
● 自动模式
①寻找系统中是否有记忆的厂家、批次,有则延用。
② 如系统无记忆,则在所有库存中寻找此材料最先入库的托盘,将此托盘的厂家、批次设为当前使用的厂家、批次。
③ 当确认一个厂家、批次后,必须将此批次所有的材料都使用完毕(因设备故障等原因不能出库的除外)。
④ 当前使用的厂家、批次用完后,再在所有库存中寻找相同厂家最先入库的托盘,将此托盘的批次设为当前使用的批次。
⑤ 当前使用的厂家全部使用完毕后,再在所有库存中寻找此材料最先入库的托盘,将此托盘的厂家、批次设为当前使用的厂家、批次。
● 手动模式
① 手动模式下可人工设置辅料优先出库的辅料产地。
②在生产中,系统优先出库所设置产地的辅料,具体寻找辅料的方法与自动模式相同。
③ 当设置产地的辅料使用完毕后,用自动模式寻找辅料的方法找到可使用的辅料托盘出库。
④ 当又有设置产地的辅料入库时,系统继续优先出库所设置产地的辅料。
(3)成品库
在成品库,货架有单深货架和双深货架两种形式。双深货架在同一侧同一个位置有两个货位,这样的设计有效增大了库存量,但在入库货物存放及货物出库先进先出原则上存有一定缺陷,因此在项目实施中采用以下三个策略来解决该问题:
● 货物存放及平衡策略
由关联系统将信息与成品托盘进行关联,只有成品托盘中的卷烟品牌代码、生产日期、班别、封箱机号等关联信息完全相同的托盘,才能摆放到双深货架的前后两个位置。入库存放时,单深货位放一个托盘,双深货位就需要存放两个托盘。
● 货物先进先出及平衡策略
每个双深货位都存放相同信息的成品件烟托盘。当此批成品卷烟可以放行出库时,双深货位前后两个托盘同时放行,这样系统只要将双深货位当作单深货位来处理。平均单深货位出一个托盘,双深货位出两个托盘,从而实现货物的平衡策略与先进先出策略。
● 自动移库策略
在实际运行过程中,双深货位还是不可避免地发生第一深的货物不能出库,第二深的货物可出库的情况,而第二深的货物要出库,则必须先将第一深的货物先移开。为了使双深货位达到与单深货位相同的使用效果,上位系统定时检查高架库内是否有这样的货物。如果有,则系统会自动启动移库功能,将第一深的货位进行移库操作,保证第二深货物需出库时不会被第一深货物卡死。
3、创建卷烟成品托盘包装新模式,提高顾客满意度。
浙江中烟作为首家实施卷烟成品整托盘运输到商业公司的工业企业、首家实施卷烟销售整托盘扫码出库、商业公司整托盘扫描入库的企业,一直将客户满意放在首位。为了满足整托盘卷烟销售运输的需要,有效减少破损烟;满足整托盘出入库需求,提高成品库堆垛机高速运行的安全性与稳定性,杭州卷烟厂在项目实施过程中量身定制了一套打带机系统,创建了卷烟成品托盘包装新模式,有效保证了卷烟成品托盘(共30件烟)垛形的稳定性,满足高架库存储、出入库、货车长距离运输需求。
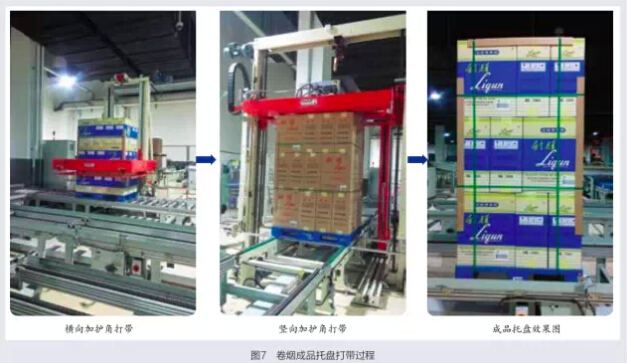
杭州卷烟厂成品库采用一台水平打带机对托盘上第二层、第三层卷烟成品进行横向加护角打带,通过一台垂直打带机对卷烟成品与托盘进行竖向加护角打带,卷烟成品托盘最终形成一个“井”字形包装模式,有效解决了垛形的不稳定问题,以及长距离运输后成品件烟垛与托盘分离等问题,并对件烟和条烟起到很好的保护作用,在烟草工业和商业领域都收到了良好的评价。图7为卷烟成品托盘打带过程及打带后的效果图。
浙江中烟的核心理念是“忧患、拼搏、创新”,奉行“敢想敢拼、善谋善为”的企业精神。在今后的生产经营中,杭州卷烟厂将继续按照公司的价值理念,积极探索、勇于创新,为建造一流的卷烟制造基地而努力奋斗。
新时代鞋服物流与供应链面临的变革和挑战03月07日 20:38

点赞:这个双11,物流大佬一起做了这件事11月22日 21:43

物流管理机构及政策分布概览12月04日 14:10

盘点:2017中国零售业十大事件12月12日 13:57

2017年中国零售电商十大热点事件点评12月28日 09:58
